
Produção sem defeitos com PokaYoke
- Rui Marques
- 12 de mai. de 2023
- 6 min de leitura
Atualizado: 12 de jul. de 2024
RESUMO
Neste artigo falamos sobre como produzir sem defeitos com um sistema de inspecção na origem e utilizando dispositivos PokaYoke, que permitem uma inspecção a 100%, integrada no processo, e com custos muito baixos.
INTRODUÇÃO
É antiga a preocupação, nas empresas operando em mercados concorrenciais, em não enviar produtos defeituosos para os clientes. Faz também parte da cultura empresarial a noção do aumento de custos devidos à não qualidade.
Por ordem crescente, estes custos classificam-se em:
Custos de Prevenção: custos de actividades e meios que pretendem evitar a geração de defeitos. Incluem, entre outros, custos referentes à revisão de novos produtos, desenvolvimento de fornecedores, estudos de capacidade do processo, equipas de melhoria de qualidade, formação e treino, sistema da qualidade...
Custos de Avaliação: custos relativos a actividades e meios destinados à detecção precoce de defeitos que ocorram. Incluem, entre outros, custos referentes a controlo de recepção de materiais, controlo de qualidade no processo, controlo de qualidade final, auditoria, calibração de instrumentos de medida, ...
Custos de Falhas Internas: custos inerentes à correcção de defeitos, quando detectados no interior da empresa. Incluem, entre outros, custos relativos a rejeição, refugo, sucata, recuperação de produto, reinspecção, ...
Custos de Falhas Externas: custos inerentes à resolução de problemas ocasionados por produtos defeituosos detectados no cliente ou no mercado. Incluem, entre outros, custos relativos ao processamento de reclamações de clientes, cobranças, devoluções, envios urgentes, penalizações, garantias, ...
O custo de um problema de qualidade aumenta exponencialmente quando progredimos na cadeia de valor e nos aproximamos do cliente, pelo que é muito importante evitar a ocorrência de defeitos ou, caso tal não seja possível, detectá-los o mais cedo possível.
O CONTROLO DE QUALIDADE
Na sua evolução ao longo do tempo, o Controlo de Qualidade começou por incidir na inspecção do produto terminado, no final do processo e antes da sua expedição, a fim de evitar o envio de defeitos para o cliente. O controlo era feito por inspectores (controladores) da qualidade, externos ao processo produtivo. Este método apresentava várias limitações, apesar da mobilização de meios consideráveis: por um lado não se conseguia garantir que não fossem enviados produtos com defeito para os clientes, por outro lado, os defeitos que eram detectados estavam no final da cadeia de valor, com todos os custos inerentes.
De seguida, passou-se para uma fase em que a inspecção dos produtos era feita no final de cada etapa do processo, ainda por inspectores externos ao fabrico. Este método mostrou ser mais eficaz que o anterior, sendo possível diminuir (mas não eliminar) o número de produtos defeituosos enviados ao cliente, e reduzir o seu custo, já que a sua detecção era feita ao longo da cadeia de valor, e não apenas no seu final.
Mais tarde, foi instituído o controlo consecutivo e o auto-controlo, realizados pelos próprios operadores de produção. No controlo consecutivo, o operador de cada etapa do processo produtivo inspeciona o produto resultante da operação anterior, ou seja, o cliente (interno) verifica a qualidade do produto que lhe é enviado pelo seu fornecedor (interno). No auto-controlo, cada operador inspeciona o produto imediatamente após ter concluído a operação de valor acrescentado que lhe compete. Pretendia-se envolver os operadores no controlo de qualidade, dando-lhes autonomia e mais responsabilidade. Pretendia-se também detectar defeitos o mais cedo possível e lançar de imediato eventuais acções correctivas. Foi assim possível reduzir ainda mais o número de defeitos bem como o seu custo.
Em paralelo, deu-se também o desenvolvimento e a evolução do controlo de processo, com a aplicação de técnicas de tratamento estatístico de dados (Controlo Estatístico do Processo), tema de um próximo artigo.
A evolução do Controlo de Qualidade descrita muito sumariamente nos parágrafos anteriores permitiu reduzir consideravelmente os níveis de defeitos e consequentemente melhorar o nível da qualidade enviada ao cliente assim como os custos globais. No entanto, os defeitos continuavam a surgir e, em certos casos, a escapar aos sistemas de inspecção e a serem expedidos para o cliente.
Desenvolveu-se então, um novo paradigma de controlo de qualidade: em vez de se inspeccionarem os produtos (em-curso ou terminados) para se detectarem defeitos que eventualmente tivessem sido produzidos, a ênfase passava a ser equipar os processos de sistemas que evitassem a produção de defeitos, tornando a prazo desnecessária a inspecção dos produtos.
A PREVENÇÃO DE DEFEITOS E OS DISPOSITIVOS ANTI-ERRO
O paradigma da prevenção dos defeitos pretende assim impedir que os defeitos ocorram, minimizando o custo de não qualidade, eliminando as componentes de custos de avaliação e de falhas internas e externa.
Um sistema eficaz de prevenção de defeitos baseia-se nos seguintes componentes:
Inspecção na origem. Pretende-se detectar as anomalias o mais a montante possível, idealmente no ponto de ocorrência.
Inspecção a 100% das unidades produzidas, pela utilização de mecanismos anti-erro (Poka Yoke), integradas no processo.
Acção imediata de paragem da produção em caso de detecção de anomalia.
A combinação inteligente destes três componentes permite inspeccionar toda a produção, detectar de imediato qualquer anomalia e impedir a produção de defeitos, sem incorrer nos custos que normalmente associamos à inspecção (externa ao processo) a 100%.
Os erros humanos por inadvertência são comuns e, em processos que não são suficientemente robustos, podem originar defeitos. Os sistemas anti-erro são direccionados aos erros por inadvertência e têm como objectivo evitar estes erros ou impedir que se convertam em defeitos.
Os sistemas à prova de erro estão há muito presentes no nosso dia-a-dia, nomeadamente em dispositivos relativos à segurança das pessoas em casa, em ambiente hospitalar e na estrada. Apresentamos de seguida alguns exemplos destes mecanismos:

POKA YOKE
A designação Poka Yoke tem a sua origem nas palavras japonesas:
Poka: erros por inadvertência
Yoke: à prova de
Assim, Poka Yoke pode ser traduzido como “à prova de erro”.
Os sistemas Poka Yoke, por definição:
Estão incorporados no processo
Realizam um controlo na origem
Permitem uma inspecção a 100% sem custos acrescidos
Existem dois tipos de Poka Yoke:
Os que impedem o erro. Este tipo de mecanismo está incorporado no processo ou no próprio desenho do produto e assegura que o erro não seja possível. Um poka yoke deste tipo é, por exemplo, um desenho de peças que impossibilita que elas sejam montadas numa posição que não a correcta.
Os que impedem que o erro se transforme em defeito. Este tipo de Poka Yoke não impede o erro, mas detecta-o de imediato e interrompe o processo para que não se produza um defeito. Como exemplo deste tipo de Poka Yoke, temos um sistema que detecta o correcto posicionamento de uma peça dentro de uma ferramenta de prensa: se a peça não estiver bem posicionada, o sistema impede o ciclo da máquina.
Dois exemplos de poka Yoke similares aos que acabámos de descrever:

Figura 1 - Posicionamento de peça para mecanizar
Este sistema, integrado num equipamento de mecanização, verifica a geometria da peça à entrada. Se a peça não for a correcta ou estiver mal posicionada, a sua entrada no processo de mecanização não é possível.

Figura 2 - Controlo de binário de aperto
Este sistema, acoplado a uma aparafusadora multi-eixos, mede o binário de aperto e só liberta a peça para a operação seguinte se o binário de aperto estiver dentro dos valores definidos. Caso contrário, a peça é bloqueada e é accionado um alarme.
EXEMPLOS DE POKA YOKE
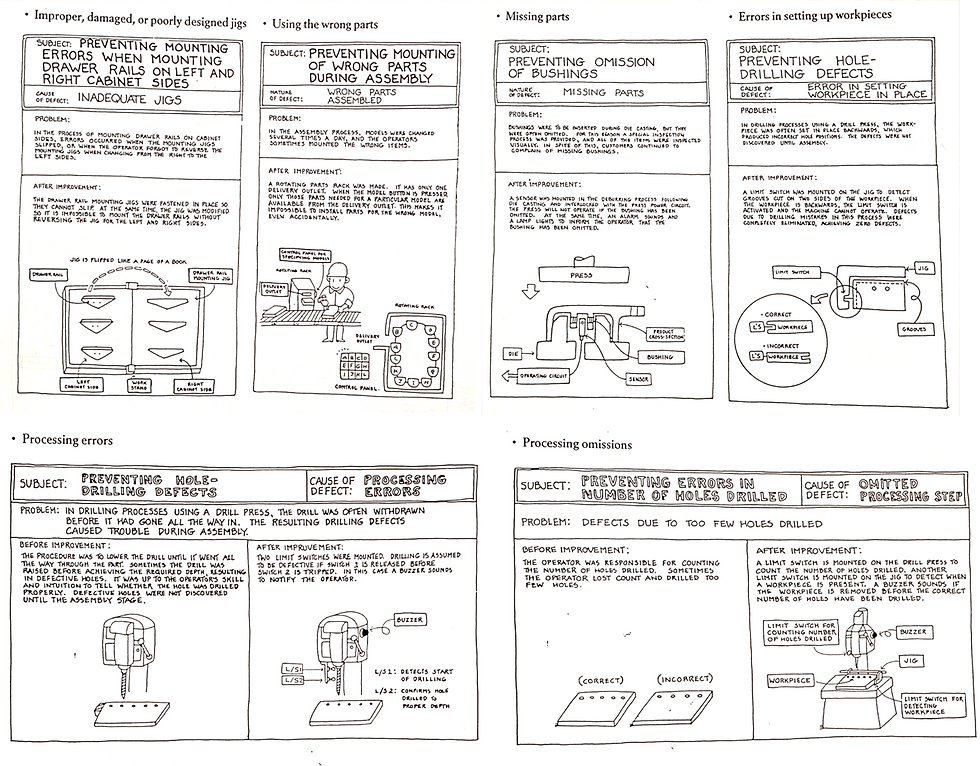
Apresentamos em seguida alguns exemplos de Poka Yoke oriundos da Factory Magazine / Nikkan Kogyo Shinbun Ltd "Poka-Yoke: Improving Product Quality by Preventing Defects" (ver Referências no final do texto):
Existem outros sistemas que, de algum modo, ajudam os operadores a realizarem as operações de modo correcto ou que até detectam e alertam caso um erro tenha sido cometido, mas que não impedem a sua transformação num defeito. Estes sistemas, por definição, não podem ser verdadeiramente considerados sistemas Poka Yoke.
A IMPLEMENTAÇÃO DE POKA YOKE
A evolução da automação e dos sistemas de detecção, bem como a mais recente digitalização dos processos, tem permitido estender o conceito de anti-erro. Os fabricantes de equipamentos, bem como os integradores de processos estão cada vez mais despertos para o assunto, o que se traduz num número crescente de equipamentos concebidos de origem com sistemas Poka Yoke e Jidoka (conceito a que voltaremos numa próxima oportunidade) integrados.
No entanto, existe ainda muito a fazer nos processos existentes e em equipamentos de gerações antigas ou mesmos actuais.
Muitos sistemas Poka Yoke podem ser desenvolvidos com base em princípios simples e utilizando materiais e técnicas facilmente disponíveis na maioria das empresas industriais. Os operadores de produção, os chefes de equipa e os técnicos de manutenção, presentes no terreno, são perfeitamente capazes de desenvolver e implementar sistemas deste tipo, se lhes for dada motivação e autonomia para tal, e se forem formados por quem lhes ensine os princípios e técnicas aplicáveis.
EM SÍNTESE
O sucesso de qualquer empresa passa necessariamente por entregar ao cliente o produto ou serviço pretendido, com a melhor qualidade e ao mais baixo custo.
É sabido que o custo de um problema de qualidade aumenta exponencialmente quando progredimos na cadeia de valor e nos aproximamos do cliente.
Por essa razão, é necessário prevenir a ocorrência de defeitos ou, na sua impossibilidade, detectá-los o mais cedo possível, sem aumentar o custo, adoptando um sistema de inspecção na origem e utilizando dispositivos PokaYoke, que permitem uma inspecção a 100%, integrada no processo.
Muitos destes sistemas podem ser desenvolvidos pelas pessoas do terreno, num prazo curto e a um custo muito reduzido.
REFERÊNCIAS
Shigeo Shingo
"Zero Quality Control: Source Inspection and the Poka-yoke System"
Productivity Press, 1986
ISBN-10: 0915299070
ISBN-13: 978-0915299072
Factory Magazine / Nikkan Kogyo Shinbun Ltd
"Poka-Yoke: Improving Product Quality by Preventing Defects"
Productivity Press, 1989
ISBN-10: 9780915299317
ISBN-13: 978-0915299317
Comentários